Лазерный комплекс ЛКТТД
Лазерный комплекс
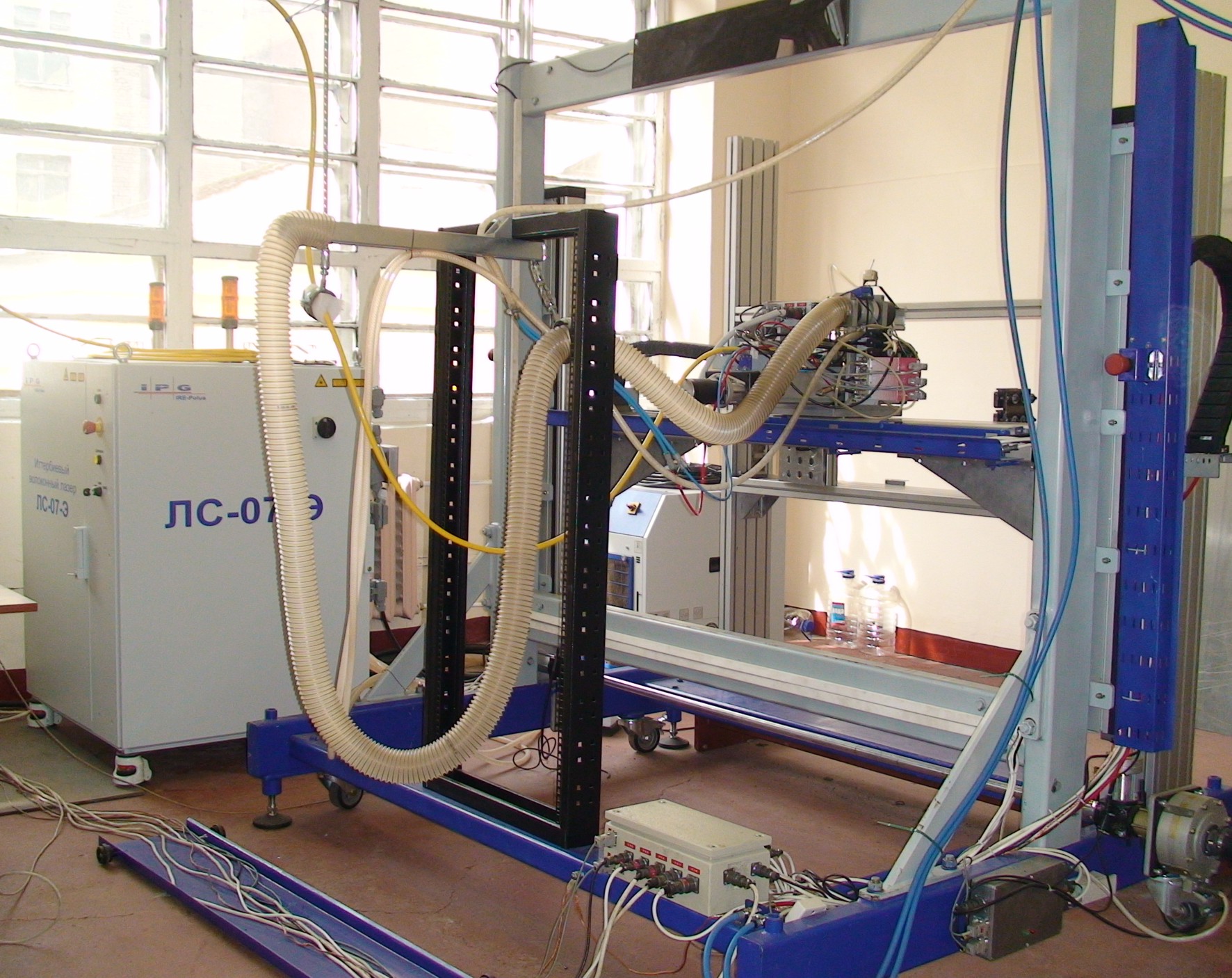
Комплекс состоит из следующих элементов:
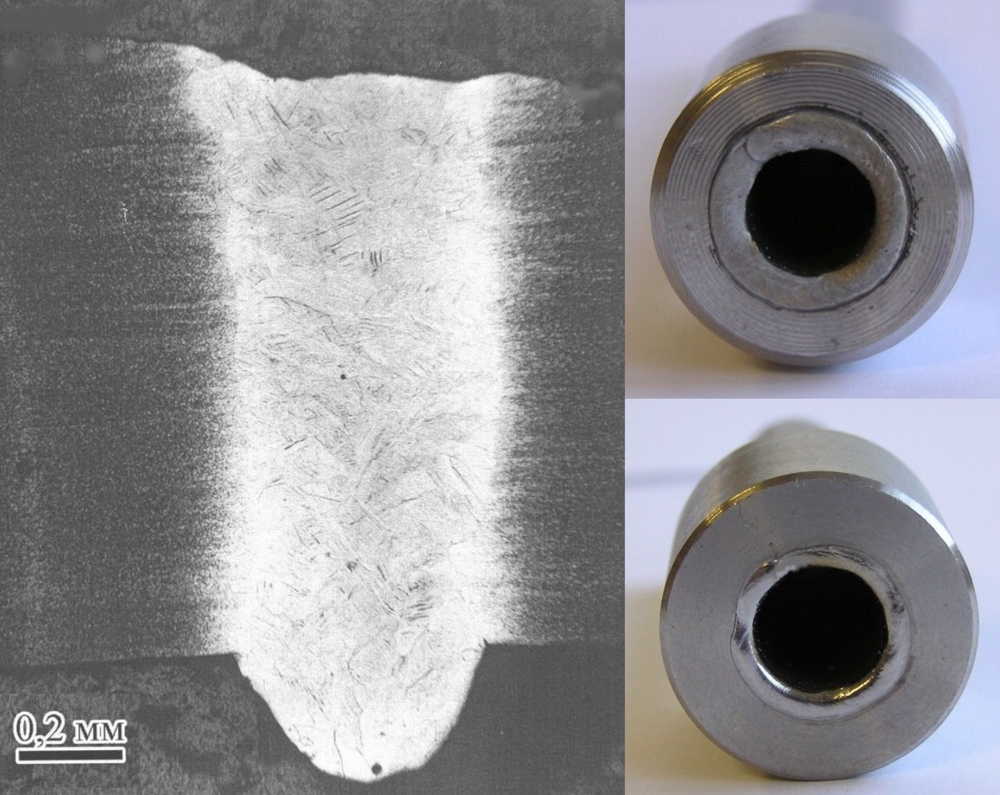
- волоконного лазера мощностью 1000- 2500 Вт в зависимости от материала доски и необходимой глубины провара;
- мобильной, перемещаемой по участку сварочной станции;
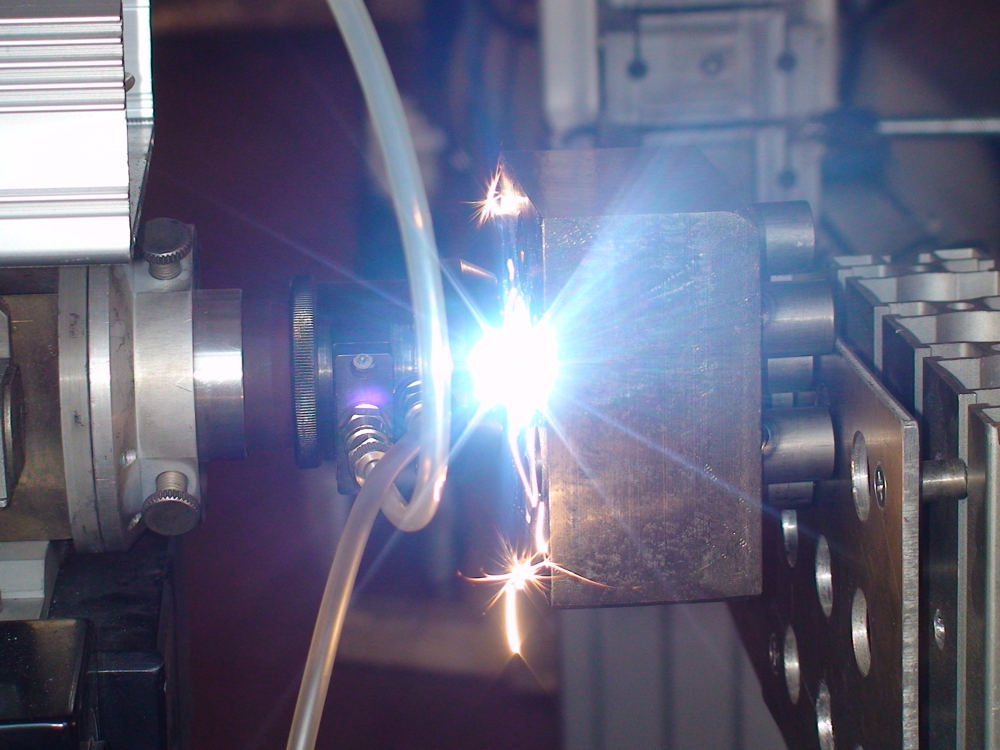
- сварочной головки VF001, с сопловой системой, обеспечивающей процесс сварки и защиту металла, в том числе, титановых сплавов;
- цифрового видеосенсора, обеспечивающего привязку к объекту и наведение на центр трубки;
- системы управления.
Технические характеристики:
| Тип комплекса/параметр |
|
Примечение |
|---|---|---|
| Длина оптического тракта | До 100 м | От лазера до мобильной станции |
| Мощность излучателя | 1000.3000 Вт | |
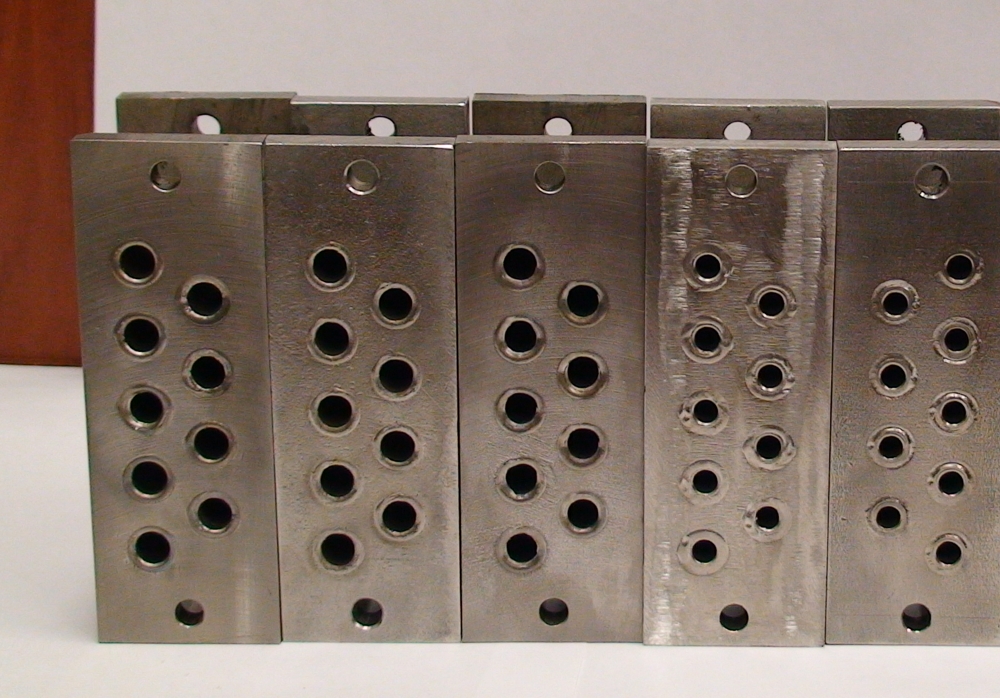
| Размер трубной доски | 800.1200 мм | Размер может быть увеличен по специальному заказу |
| Слежение за поверхностью доски | Индуктивный датчик | |
| Тип сварочной головки | VF001M | |
| Видеосенсор наведения | Цифровой, точность не хуже 80 мкм | Имеет встроенную программу вычисления центра трубки |
| Специальные технологические режимы |
Предварительная очистка шва в импульсном режиме Косметический финишный проход |
|
| Ввод геометрической информации | Файл DXF | |
| Программирование циклов | Технологическая подсистема LW Station | |
| Время сварки трубки 10 мм | Сварочный процесс — не более 2 с, полное операционное время — не более 6 с | |
| Материалы |
Нерж. стали, титановые сплавы, нерж. |
|
Опции поставки:
-
Лазерный комплекс
ЛКТТД-01 по согласованному ТЗ. -
Лазерный комплекс
ЛКТТД-01 по согласованному ТЗ с проведением сертификации сварных соединений.
Возможно предварительное тестирование на рабочем комплексе у разработчика.